

管端加工是对钢管进行螺纹、定径、加厚、强化热处理、倒角等工艺。
管螺纹管端
螺纹管端使用连接管道的相应联轴节。螺纹连接要求连接强度高,气密性好,防止管道破裂和输送介质泄漏。钢丝在车尾前通常经过机加工包括:切割、车外圆、镗孔、倒角和端面加工。这些过程通常是一台专用的线程机同时进行,有些也可以在两台机器上完成。为了确保螺纹尺寸符合标准,石油钻杆采用管螺纹端头,工厂要求对各种仪器进行严格测试,测试项目包括蜗牛力矩、齿高、齿长、螺纹长度、锥度、紧力矩等。

管端尺寸
目的是降低管子的椭圆度,加工后保证钢材的尺寸精度,主要用于石油套管。通过后定径套筒端部穿线时少量黑色扣,可以提高成品率。管端定径采用冷变形工艺,常用的定径方法有扩口冲头和扩口冲头+定径环压缩两种。当冲孔扩径效应很大程度上取决于管壁厚度的均匀性时,椭圆度降低。对壁不作为热轧管相比,严重循环式轧钢机轧钢,扩径冲头后管端表面质量恶化。因此,为了消除不均匀厚度和降低管道椭圆度的影响,应采用加大直径冲头+定径环压缩的方法。冷定径时,管端发生弹性变形,但也只有少量塑性变形。定径后,变径区和未变径区的直径增大,这可能会产生不同程度的残余应力,也可能是由于定径环冲头和内外表面划伤造成的,导致轻微的应力腐蚀。因此,应提高热轧钢材的尺寸精度,避免使用管端定径法。
管端镦粗
主要用于石油管道和管道地质。由于管壁变薄,螺纹连接成为整个管道强度的一部分。为了提高螺纹连接部分的强度,采用加厚的方式来增加管端壁厚。此外,多用钻杆端部和工具焊接连接,焊缝和热影响区是强度薄弱环节。为了提高焊接区的强度,通常使用较厚的管端。管端镦粗的形式有内部镦粗、EUE和内外加厚。
强化热管端
通过热处理使螺纹管端部的管体强度达到更高的强度水平。管端强化热处理工艺包括管端加热、淬火和回火。
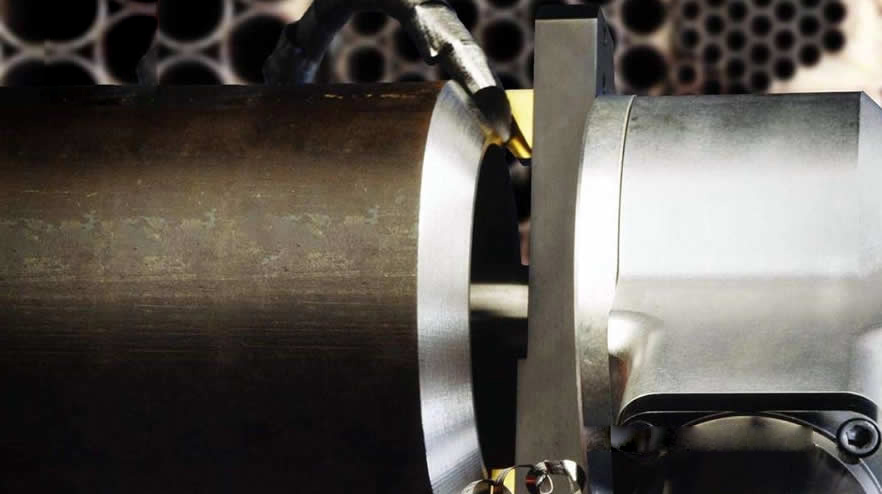
管端倒角
用于输送矿物、气体、石油、水等介质的通道,通常由根部焊接而成的钢管向上。为了便于管道之间的焊接,管道端部必须为倒角外角。




