

MSS SP-97标准规程涵盖了对焊、承插焊和螺纹型90度整体加强锻造分支插座配件的基本尺寸、光洁度、公差、测试、标记、材料和最低强度要求。
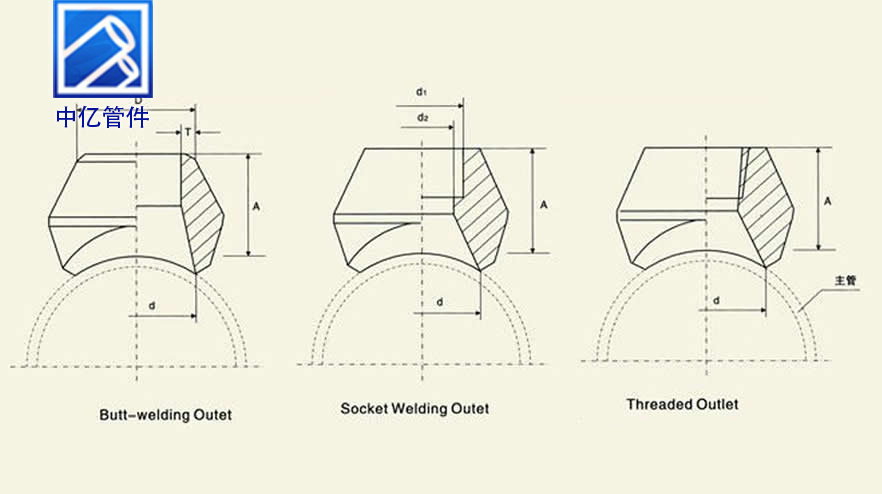
整体加强锻造分支插座配件——承插焊接、螺纹和对焊端。

按照本标准实施规程制造的配件,在连接时,应按照适用的管道规范要求,通过全熔透焊接,在管路的开口处进行完全加强的支管连接。
配件可按照特殊尺寸、尺寸、形状、公差或制造商和买方之间的协议使用其他锻造材料制造。
MSS(制造商标准化协会)是世界上唯一专门致力于阀门和配件行业技术需求的组织。
标准和规范由25个技术委员会编写和修订,涉及阀门、阀门致动器、管件、法兰和管道吊架等主题。
MSS SP 75的化学成分要求
| 元素 | 值,% |
|---|---|
| 碳(C) | ≤0.30 |
| 锰(Mn) | ≤1.60 |
| 磷(P) | ≤0.035 |
| 硫(S) | ≤0.035 |
| 铜(Cu) | ≤0.50 |
| 镍(Ni) | ≤0.50 |
| 硅(Si) | ≤0.50 |
| 铬(Cr) | ≤0.25 |
| 钼(Mo) | ≤0.13 |
| 钒(V) | ≤0.13 |
| 铌(Cb) | ≤0.10 |
| 钛(Ti) | ≤0.05 |
*1.铜、镍、铬和钼的总和不得超过1%。
*2.碳当量C.E.=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15不得超过0.45%。
| MSS SP 75级 | 屈服强度 | 抗拉强度 | 伸长 | 夏比试验 |
| 最小磅/平方英寸 | 最小磅/平方英寸 | 最低% | 20°F时吸收的平均能量 | |
| WPHY-42 | 42000 | 60000 | 25 | ≥20英尺*磅 |
| WPHY-46 | 46000 | 63000 | 25 | |
| WPHY-52 | 52000 | 66000 | 25 | |
| WPHY-56 | 56000 | 71000 | 20 | |
| WPHY-60 | 60000 | 75000 | 20 | |
| WPHY-65 | 65000 | 77000 | 20 | |
| WPHY-70 | 70000 | 82000 | 18 |
材料、焊接和制造
MSS SP 75管件的原材料应为平炉、碱性氧气或电炉工艺制成的全镇静钢。它由初轧、钢坯、板坯、锻造优质棒材、板材、无缝管或熔焊管组成。焊接工艺应按照ASME锅炉及压力容器规范第九节或相关ASTM和API规范进行。焊后热处理应符合ASME锅炉及压力容器规范第八节第1部分的要求。配件的焊接端(斜面)应根据壁厚的不同而提供。MSS SP 75 WPHY管件可以通过锻造、锤击、压制、穿孔、轧制、挤压、镦粗、焊接或这些工艺的组合来制造。成品应无有害缺陷或焊补。一些客户可能需要对表面缺陷进行机加工和磨削。
热处理
按照MSS SP 75制造的管件应在热处理条件下提供。热成型配件应在热处理前冷却至低于较低临界温度。配件应通过以下一个或多个程序进行热处理:退火(消除应力)、正火、正火和回火、淬火和回火。
测试和考试
WPHY管件可用的试验和检查包括水压试验(验证试验)、拉伸试验、PMI(光谱)、夏比试验、射线照相检查(X射线、RT)、磁粉探伤(MPI)、超声波探伤(UT)、液体渗透探伤(LPE)等。
尺寸和公差
MSS SP 75仅规定了尺寸从NPS 16(DN 400)到NPS 60(DN 1500)的管件的尺寸和公差。NPS 14及以下的尺寸要求参考ASME B 16.9。




