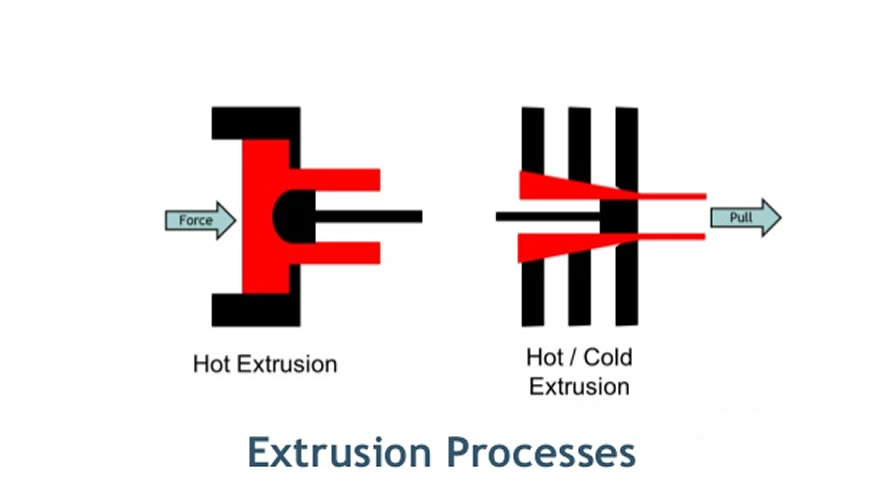
挤压法是指将金属坯料送入挤压机筒体、挤压成型和挤压杆组成的“封闭”容器,通过施加压力迫使金属挤压杆挤出模口流出,并获得金属塑料成型的方法,这是一种历史性的无缝制造方法。
根据挤压方向与金属杠杆推动流动方向之间的相对关系,挤压方法可分为正向挤压和反向挤压两种。正向挤压力的方向与金属流动方向相同,反向挤压相反。
反挤压具有挤压压力小,挤压比、挤压速度、挤压温度可以降低,改善挤压条件,易于实现等温/等压/恒定挤压,提高产品性能和尺寸精度组织,可以降低边缘挤压时金属末端的压力,提高金属成品率等优点。;但其操作相对不便,且产品截面尺寸受挤压杆尺寸的限制。
穿孔圆管→ 加热→ 三辊轧制、轧制或挤压→ 独立的→ 上浆(或减量)→ 冷却→ 矫直→ 水压试验(或试验)→ 做记号→ 储存轧制的原材料是无狭缝管圆管,切管机胚胎要经过切割生长约1米的毛坯,并通过输送带到炉内加热。加热后的钢坯被送入熔炉,温度约为1200摄氏度。燃料是氢或乙炔。
炉温控制是关键问题。圆管通过冲床冲出压力磨损空气。一般比较常见的冲床是圆锥滚子冲床,这种冲床生产效率高,产品质量好,打孔量大,可以穿各种钢材。
穿孔后,圆管经过三辊轧制、轧制或挤压。定好尺寸后,挤出管子。高速旋转的定径机通过一个圆锥体在钢坯上钻孔以形成管道。从定径机上确定钻杆直径的长度。管道尺寸在进入冷却塔后通过水冷管冷却后,将被矫直。钢带由矫直机送金属检测(或水压试验)进行内部检测。
如果管道内部出现裂纹、气泡等问题,就会被检测出来。钢材质量经过严格的手工挑选。钢材质量、使用喷漆的数量、尺寸、生产批号。用起重机吊入仓库。