

热轧无缝钢管是一大类无缝钢管,按生产方法进行划分。热轧与冷轧相对,冷轧在室温下进行,热轧在结晶温度下进行。无缝钢管是相对于焊接钢管而命名的,无缝钢管通常由圆钢穿孔和再加工而成,焊接钢管通常由钢板以不同的方式焊接而成。热轧无缝钢管的直径通常在38mm以上。直径较小的无缝钢管可通过冷轧或冷拔获得。

热轧无缝钢管生产基地的变形过程可概括为三个阶段:穿孔、延伸和精整。
热轧无缝钢管:热轧相对于冷轧,冷轧低于轧制的再结晶温度,热轧在高于轧制的再结晶温度下进行。
Hot-rolled seamless steel pipe production base deformation process can be summarized as three stages: perforation, extension and finishing.
钢坯被送入加热炉,温度约为1200摄氏度。氢或乙炔的燃料。炉内温度的控制是穿孔机卸压后磨损风管的关键。其中圆锥滚子冲床一般较普通冲床冲床这种冲床,生产效率高,产品质量好,冲孔扩径量大,可磨损多种钢材。穿孔后,圆管经过三辊交叉轧制、轧制或挤压。
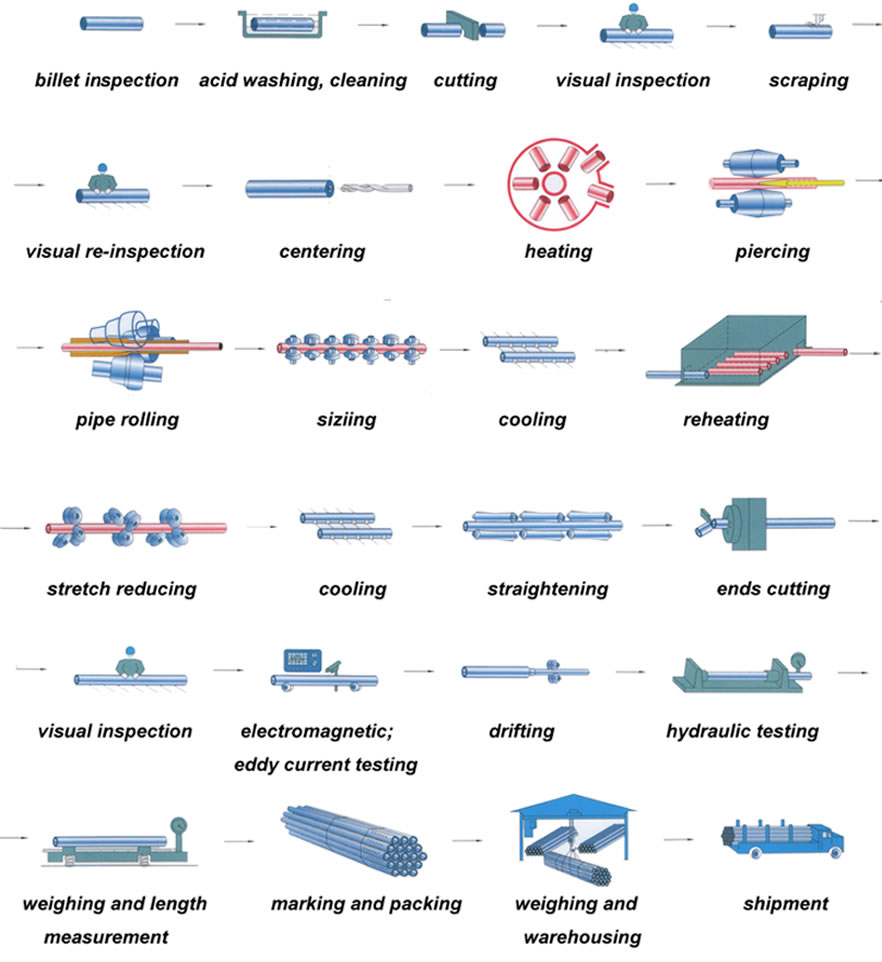
热轧无缝钢管的一般工艺:圆钢→ 加热→ 刺骨的→ 三辊交叉轧制、轧制或挤压→ 独立的→ 上浆(或减量)→ 冷却→ 型坯管→ 矫直→ 水压试验(或探伤)→ 做记号→ 存储
挤出后的管道尺寸。定径机通过高速旋转的锥形钻头进入钢坯冲头,形成钢管。钢管内径由定径机钻头外径的长度决定。定径后,钢管进入冷却塔经喷水冷却,钢管冷却后,需进行矫直。由输送管送经矫直的金属探伤机(或水压试验)进行内部探伤。会检测到钢管内部的裂纹、气泡等问题。
优势
热轧无缝钢管可以破坏钢锭的铸造组织,细化钢的晶粒,消除组织缺陷,使钢组织致密,提高力学性能。这种改进反映在轧制方向上,因此钢材在一定程度上不再各向同性;浇注时形成气泡、裂缝和骨质疏松,在高温高压下也可焊接在一起。
缺点:
因此,对于大型钢材,对于钢材边缘的宽度、厚度、长度、角度和边线,没有任何法律要求太精确。
分离
位于钢管内表面呈垂直分布,呈凸起螺旋状,大量金属分离或断裂状剥离。
直内瓣
位于内表面的钢管呈垂直分布,呈对称或单线状折叠,有穿长,有局部裂缝。
不规则孔洞
位于管道表面的是垂直分布,① 有一个或两个壁厚180°向外加厚,或在管道表面和芯轴的壁厚分离点有加厚的形状,也称为内筒套件。② 钢制内花园呈六角形,厚薄不均,又称六角形。
壁收缩
位于钢管内表面,钢管横截面最薄,钢管内表面凹陷,局部壁厚减薄,严重收缩几乎撕裂。
滚痕
钢钉内表面纵向有疤痕、隆起或团块等褶皱的内管表面凹痕。
内折
位于钢管端部内表面的局部或片状纵向螺旋或半螺旋折叠不规则分布。
滚开
位于管壁纵向表面内的是管道外表面上的部分或全部凹面或凸面波纹,这些波纹穿过长的纵向凹槽,规定了明显的对称性,通常为直线,个别为斜线形状。
撕裂
位于管体上的纵向钢表面显示出不同程度的横向断裂,菱形和椭圆形孔穿过管体。
把双缝折起来
裂纹位于管壁的纵向表面上,倾斜延伸成一对纵向裂纹,有时分散分布在管道周长上,有时呈对称分布。
双插页
裂纹位于管壁的纵向表面上,倾斜延伸成一对纵向裂纹,有时分散分布在管道周长上,有时呈对称分布。
外折
① 外管上呈规则折叠三角形,双缝直单缝直或不规则片状折叠状。
② 呈现一种通常连续或间歇缝迹的缝纫机,如或交错的60°、120°、180°缝迹形状的折叠管,在外部的纵向上
③ 外部纵向折叠在螺旋钢管上。
④ 通过长或短斜线点折叠的管道表面纵向交错两个或三个120°。




