

热轧无缝钢管生产基地的变形过程可概括为三个阶段:穿孔、延伸和精整。
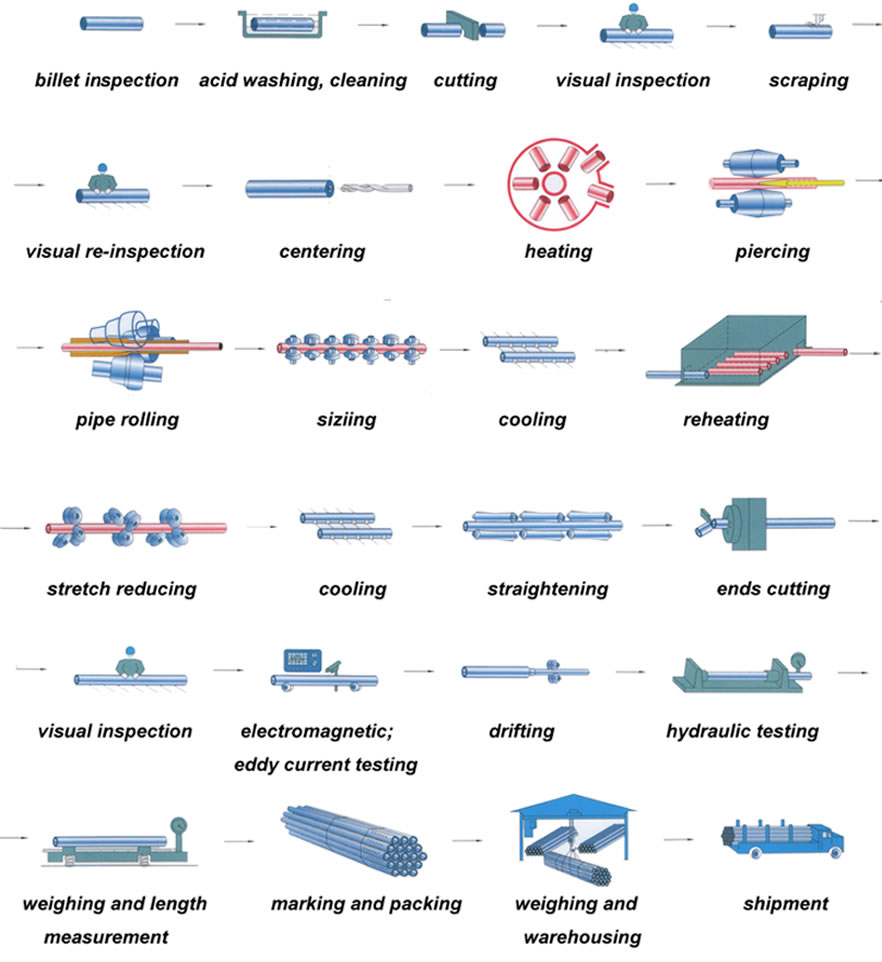
热轧无缝钢管工艺流程图
穿孔工艺的主要目的是成为实心圆坯穿孔空心壳体。毛细管在规格、精度和表面质量上都不能满足成品的要求,需要进一步改进才能使金属通过变形。拉伸机的主要目的是进一步缩小截面图(主压缩壁),以获得更大的轴向延伸,从而提高毛细管的尺寸精度、表面质量和组织性能。
拉伸机轧制后的钢管需要进一步的成型机才能达到成品管的要求。轧钢由于采用孔型法而广泛应用于无缝钢管的生产中。
到目前为止,由于孔型轧制方法的不同,钢材可分为两类:无轧制芯模轧制(空心体轧制)和带芯模轧制。定径机、减径机和张力减径机属于无芯棒孔式连轧机,一般都是棺材。其主要目的是通过减小直径的变形过程或定径得到成品钢,对壁厚的过程进行控制,可以使变薄、加厚或几乎不变。
传统的带芯棒的孔型轧机都属于延伸机。其主要目的是减少变形过程中穿孔毛细管壁厚和外径辊道在变形区和芯轴上的变形,以获得更大的轴向延伸。同时在组织、性能、精度、表面质量等方面都有一定的提高。




