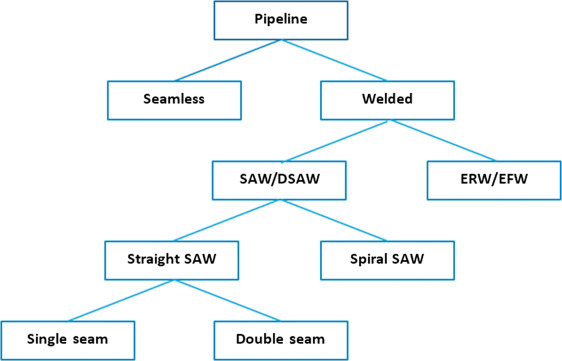
无缝管
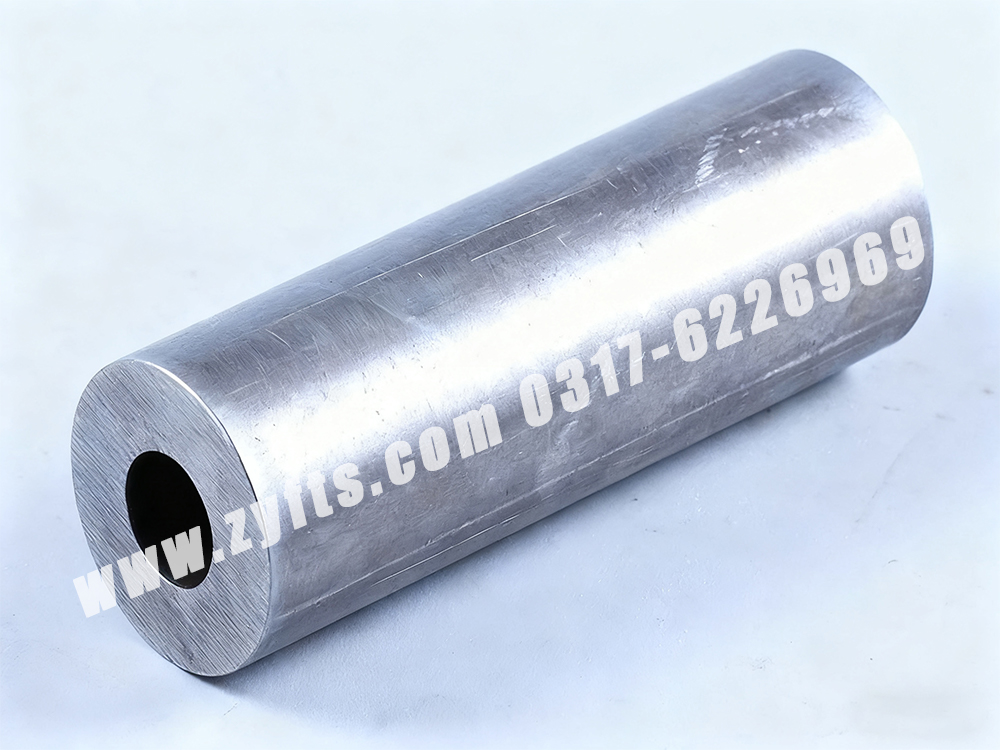
无缝管是通过加热圆形钢坯,然后用子弹形穿孔器刺穿,将钢拉伸到其上而制成的。 无缝管是一种管状截面或空心圆柱体,通常但不一定是圆形横截面,主要用于输送可以流动的物质——液体和气体(流体)、浆料、粉末和大量小固体。
冷拔无缝管具有高强度重量比,可以加工以提供所需特性的组合。冷拔无缝机械管有多种用途,特别是当需要厚壁厚、特定钢合金或两者兼而有之时。
影响无缝钢管质量的因素有两类:钢材质量和轧制工艺因素。
这里讨论了滚动过程中的因素。主要影响因素有:温度、工艺调整、刀具质量、工艺冷却和润滑、轧制件表面杂物的清除和控制等。
钢管和管材乍一看很相似,实际上它们有很多共同的特点,但它们也有一些重要的区别。
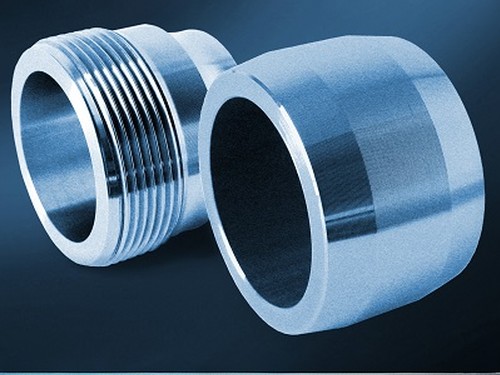
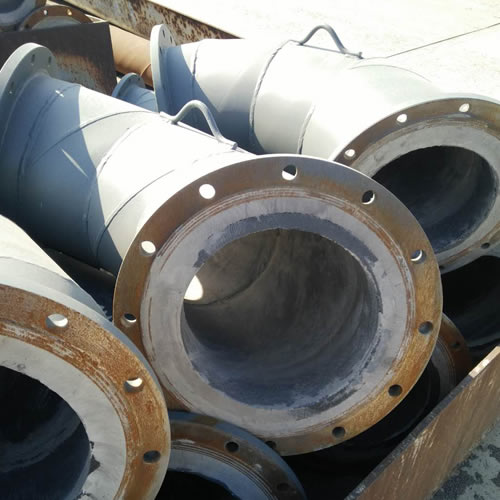
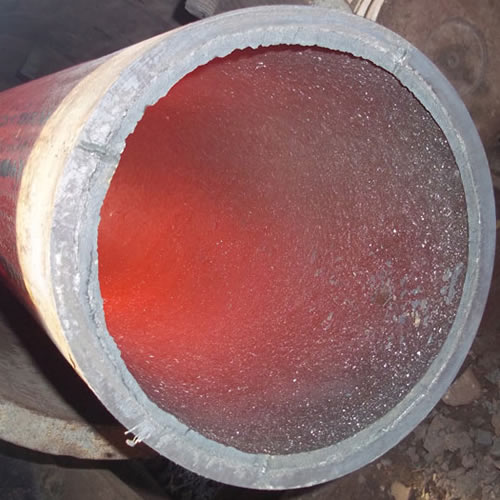
对配件进行目视检查,以检查任何表面缺陷。检查管件主体和焊缝是否有任何可见的表面缺陷,例如凹痕、模痕、孔隙、底切等。根据适用标准进行验收。从仓库到您身边,我们既要速度更要靠谱!全程追踪物流、品质护货不马虎,每一次交付都较真 “说到做到”,让客户更快 更满意的拿到心仪货品









对于带喷漆的碳钢法兰的包装,我们会使用气泡膜来保护喷漆。对于未喷漆或长期运输上油的法兰,我们建议客户使用防锈纸和塑料袋以防止生锈。后期我们会根据客户的要求和实际情况 细致包装 保证客户收到完整的产品






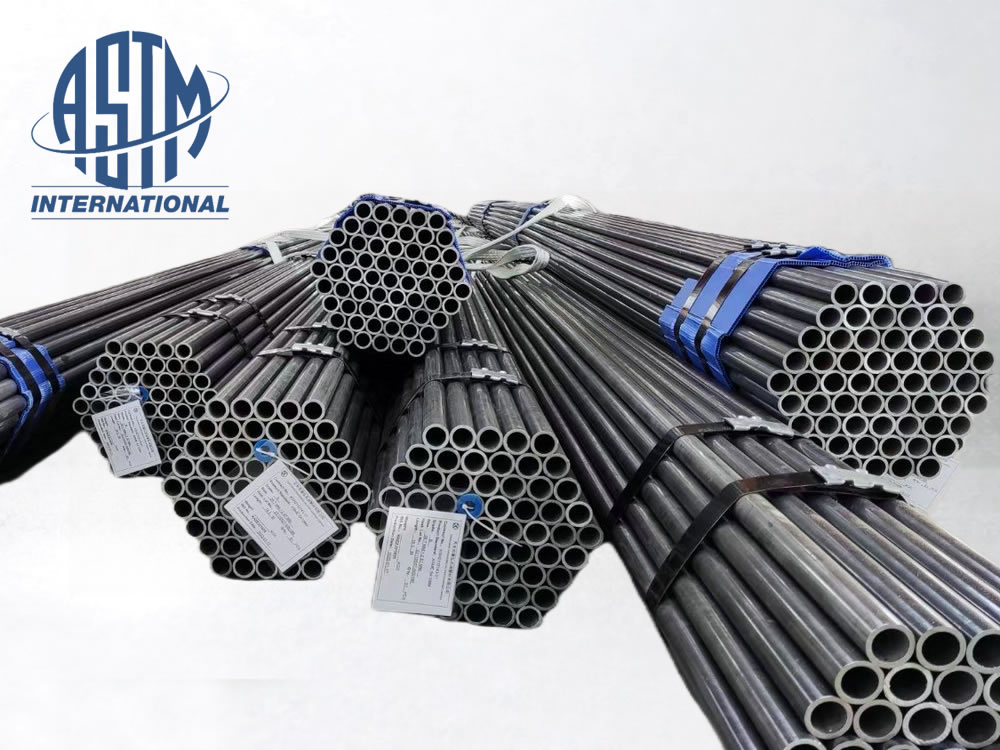
The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, wh

Ceramic tile lined pipes have very uniform coating of specially formulated ceram
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside
Ceramic lined pipe is made through self-propagating high-temperature synthesis (
我们的响应式服务确保时效,专业团队精准把握您的需求,以白手套级服务标准为您快速配齐所需材料。











 中亿管件
中亿管件